
- プラスチック用印刷インキ
プラスチック用印刷インキ
今日、様々な種類のプラスチック製品が市販され、それにはカラフルな印刷が施されている。
これらに使用される印刷インキもまた多種多様であるが、一般的に次の5つの要素に基づいて適性インキが選択されている。
- 被印刷体
- 何に印刷するのか
- 被印刷体であるプラスチックの種類、グレード、色、形状、表面処理の有無等。
- 印刷条件
- 印刷効果
- どのような印刷効果を希望するのか
- 色相、濃度、透明性又は隠蔽性、グロスかマット調か、プロセス印刷の有無等。
- 加工条件
- 印刷物はどんな後加工がされるか
- エンボス、成形、転写、ラミネート、蒸着、ウェルダー、ヒートシール等。
- 用途適正
以上5要素を事前に十分確認して印刷インキを選ぶ事が、トラブル防止の上からも大切なポイントである。
1.印刷インキの種類
1.1.印刷方式と印刷インキ
プラスチックを対象とした印刷には各種の印刷方式があり、各々に適応する印刷インキが用意されている。
色々な分け方があるが、一般的に印刷方式を中心に分類すると、表1の様になる。
| 版式 | 印刷方式 | 印刷インキ |
|---|---|---|
| 凸版 | 凸版 | 油性凸版インキ |
| フレキソ | フレキソインキ | |
| ドライオフセット | ドライオフセットインキ | |
| 凹版 | グラビア | グラビアインキ |
| グラビアオフセット | グラビアオフセットインキ | |
| パッド | パッドインキ | |
| 平版 | オフセット | オフセットインキ |
| 孔版 | スクリーン | スクリーンインキ |
これらの他に、転写印刷、ホットスタンピングや成形転写・インサート成形(成形時にあらかじめ印刷されたフィルムを金型内にセットし、樹脂の成形と同時に熱融着させる絵付け方法)等があるが、これらはほとんどが、あらかじめグラビア印刷方式で印刷物が作られている。
一部にはスクリーン印刷が用いられる場合もある。
1.2.乾燥方式と印刷インキ
印刷インキは、版から被印刷体へ転移された後で、何らかの方法で固着させる必要がある。
印刷インキのビヒクル組成によって固着のタイプ(乾燥方式)が異なってくるが、主なものをあげると次のごとくである。
- 蒸発乾燥型
- インキ中の揮発性溶剤が蒸発する事によって乾燥固化する形式である。
- 低沸点溶剤を用いた速乾性のグラビアインキ、フレキソインキの大部分はこの型である。
- 高沸点溶剤を用いたスクリーンインキ、パッドインキ、ドライオフセットインキもあり、浸透乾燥の全く期待できないプラスチック素材での乾燥方式としては、最も有効かつ適用例の多い方式である。
- 乾燥速度は溶剤の種類によって調整されるが、同時に乾燥機による加熱や送風によって促進される。
- 水性インキも蒸発乾燥型インキに分類される。
- 酸化重合型
- 乾性油を主成分とするインキの印刷面に空気中の酸素が吸収され、ビヒクル分子をつなぎ合わせて網状の巨大分子として乾燥固化する。
- オフセットインキ、凸版インキ(フレキソを除く)の大部分がこれに属する。
- 又金属材用のスクリーンインキの一部に蒸発乾燥との併用で適用されている。
- 酸化重合はかなりの時間がかかるので、マンガン、コバルトなどの金属石鹸をドライヤーとして添加したり、更に加熱により乾燥を促進させる。
- 2液反応型
- 反応基を有する樹脂をビヒクルとするインキの2種混合のうちの一方を用いてインキ化し、他方は硬化剤としておき、その組み合わせにより反応硬化する方式である。
- 使用直前に混合し、印刷後溶剤の蒸発に次いで反応が起こる。
- 加熱により反応は促進される。
- 2種混合インキは印刷しなくても反応が進行するので、機上安定性に問題があり、又通常残インキは再使用出来ない(ポットライフ)など取扱い上注意を要する。
- 硬化して得られるインキ皮膜は強靭で耐性が非常に優れている。
- 適用例としては、レトルトパウチ用のポリウレタン樹脂系グラビアインキ、エポキシ系、メラミン系などの樹脂をビヒクルにしたスクリーンインキやパッドインキがある。
- 紫外線硬化型
- 浸透乾燥型
- 被印刷体が紙の場合、インキ中の油分が浸透し、固形分が紙の表面に残り乾燥する方式で、新聞インキなどが代表例である。
- しかし非吸収性のプラスチック、金属、ガラスなどでは適用出来ない。
以上、プラスチックを対象とした印刷インキは、各印刷方式に応じ、かつ乾燥方式によって表2のように分類できる。
| 蒸発乾燥型 | 酸化重合型 | 2液反応型 | 紫外線硬化型 | |
|---|---|---|---|---|
| グラビア | ◎ | – | ◯ | – |
| フレキソ | ◎ | – | △ | – |
| スクリーン | ◯ | (◯) | ◯ | ◯ |
| ドライオフセット | ◯ | △ | – | ◯ |
| オフセット | △ | ◯ | – | ◯ |
| パッド | ◯ | (-) | ◯ | ◯ |
2.印刷インキの組成
印刷インキの組成は、表3に示す様に、色料、ビヒクル、補助剤の三成分からなるが、前述のように印刷方式、乾燥方式、被印刷体、用途などによりその内容は様々である。
又印刷方式の違いによりインキに要求される性状も様々であり、特に粘度の違いが大きい。
表4にインキの種類とその粘度(印刷時)を示す。
また乾燥方式が違えばもちろんのこと、対象となる被印刷体が変われば接着性の点からもビヒクル樹脂を変える必要があり、溶剤もまた変わってくる。
更に最終的に印刷物が使われる用途、環境により要求される耐性が異なり、インキ組成を変える必要が生じてくる。
インキメーカーが多くのインキシリーズを揃えているのは、このような理由による。
| 印刷インキ 組成成分 | 色料 | 顔料 | |
|---|---|---|---|
| 染料 | |||
| ビヒクル | 油脂 | 乾性油 | |
| 半乾性油 | |||
| 不乾性油 | |||
| 加工油 | |||
| その他油脂 | |||
| 樹脂 | 天然樹脂 | ||
| 天然物誘導体 | |||
| 合成樹脂 | |||
| 溶剤 | 炭化水素 | ||
| エステル | |||
| ケトン | |||
| アルコール | |||
| 多価アルコール誘導体 | |||
| 水 | |||
| 補助剤 | コンパウンド類 | ||
| ドライヤー類 | |||
| その他 | 分散剤 | ||
| 消泡剤 | |||
| 可塑剤 | |||
| その他 | |||
| インキの種類 | 粘度 |
|---|---|
| グラビアインキ | 0.3~2 dPa・s |
| フレキソインキ | 1~2 dPa・s |
| パッドインキ | 10~50 dPa・s |
| スクリーンインキ | 20~100 dPa・s |
| ドライオフセットインキ | 300~1000 dPa・s |
| オフセットインキ | 300~800 dPa・s |
インキを構成する三成分のうち、色料は各インキにほぼ共通する成分であり、ビヒクル(及び補助剤)がインキタイプを決定づけるものである。
従ってまず印刷インキ用色料について解説し、続いてビヒクル(スクリーンインキ用)について述べる事にする。
2.1.色料の種類
印刷インキに用いられる色料には染料と顔料があり、顔料は無機顔料と有機顔料に分けられる。
染料は水や有機溶剤などの溶媒に溶解し、分子の状態で染色されるのに対し、顔料は水や有機溶剤、油などに不溶の微粒子状の固体で、ビヒクル中に微細分散して使用される。
染料をビヒクルに溶かした染料インキは、着色力が大きく鮮明でかつ透明性に優れる。
インキの流動性が良好で、低粘度で印刷しても高濃度の印刷物が得られる特色があり、グラビア、フレキソインキの一部に使われている。
しかし、染料自体の耐候性、耐薬品性などの限界やブリード、マイグレーションの問題から次第に顔料へ切換っている。
現在では一部の紙用フレキソインキ、アルミ箔用グラビアインキ、繊維への転写捺染用インキ(昇華性分散染料)等特殊な用途があるだけであり、プラスチックを対象としたインキには染料はほとんど使用されない。
有機顔料と染料をあい対するものとして比較する事は厳密には出来ないが、その性質をごく概念的に比較すれば表5のようになる。
| 分類 | 主な種類 | ||
|---|---|---|---|
| 無機顔料 | 酸化物 | 亜鉛筆 | |
| 二酸化チタン | |||
| べんがら | |||
| コバルトブルー | |||
| 鉄黒 | |||
| 水酸化物 | アルミナホワイト | ||
| 黄色酸化鉄 | |||
| 硫化物 セレン化物 | 硫化亜鉛 | ||
| 朱 | |||
| フェロシアン化物 | 紺青 | ||
| クロム酸塩 | |||
| ジンククロメート | |||
| モリブデンレッド | |||
| 硫酸塩 | 沈降性硫酸バリウム | ||
| 炭酸塩 | 沈降性炭酸カルシウム | ||
| ケイ酸塩 | 含水ケイ酸塩 | ||
| 群青 | |||
| リン酸塩 | マンガンバイオレット | ||
| 金属粉 | アルミニウム粉(ペースト) | ||
| ブロンズ粉 | |||
| 亜粉末 | |||
| 有機顔料 | ニトロソ顔料 | ナフトールグリーンB | |
| ニトロ顔料 | ナフトールイエローS | ||
| アゾ顔料 | アゾレーキ顔料 | リソールレッド | |
| レーキレッドC | |||
| ウォッチングレッド | |||
| ブリリアントカーミン6B | |||
| ボルドー10B | |||
| 不溶性アゾ顔料 | ファストイエロー | ||
| ジスアゾイエロー | |||
| ピラゾロンオレンジ | |||
| レーキレッド4R | |||
| ナフトールレッド | |||
| 縮合アゾ顔料 | クロモフタールイエロー | ||
| クロモフタールレッド | |||
| 染付レーキ顔料 | 酸性染料レーキ | ピーコックブルーレーキ | |
| アルカリブルーレーキ | |||
| 塩基性染料レーキ | ローダミンレーキ | ||
| メチルバイオレットレーキ | |||
| マラカイトグリーンレーキ | |||
| フタロシアニン顔料 | フタロシアニンブルー | ||
| ファーストスカイブルー | |||
| フタロシアニングリーン | |||
| 縮合多環顔料 | スレン顔料 | アントラピリミジンイエロー | |
| ペリノンオレンジ | |||
| ペリノンレッド | |||
| チオインジゴレッド | |||
| インダントロンブルー | |||
| キナクリドン顔料 | キナクリドンレッド | ||
| キナクリドンバイオレット | |||
| ジオキサジン顔料 | ジオキサジンバイオレット | ||
| イソインドリノン | イソインドリノンイエロー | ||
| その他 | 染料樹脂固溶体 | 昼光蛍光顔料 | |
| 炭素 | カーボンブラック | ||
2.2.顔料の分類と性質
顔料は無機顔料と有機顔料に大別されるが、その化学構造によって分類すると、表6のようになる。
印刷インキにおいて、顔料はビヒクル中に分散されて使用されるが、インキ化、印刷、後加工、用途など各条件に応じて顔料に要求される性質も非常に多岐にわたる。
主なものをあげると、色相、屈折率、隠蔽力などの光学的性質、粒子の形状、比重、かさ、吸油量、分散性、電気絶縁性などの物理的性質及び耐光(候)性、耐熱性、耐溶剤性、耐薬品性、耐マイグレーション性、毒性などの化学的性質がある。
これら諸性質は顔料自身の化学構造、結晶形、粒子径、粒度分布、表面状態、極性などに依存する。
無機顔料と有機顔料を比較すると、一般的に表7のようになる。概して有機顔料は色調が鮮明で着色力も大きく、耐薬品性も比較的優れているが、耐候性、耐熱性、耐溶剤性が劣る。
またプラスチックへのマイグレーションの点で劣るものが多い。
一方無機顔料は比重が大きく屈折率も大きい、粒子経も比較的大きいため、色相は鮮明さに欠けるが隠蔽力は大きく、耐候性、耐熱性、耐マイグレーション性などに優れている。
美しく着色するという顔料の機能を十分果たす為にはこれらの性質をよく把握し、目的に応じ適正な顔料を選定し、また用途条件に応じた適切な使い方をしなければならない。
| 性質 | 無機顔料 | 有機顔料 |
|---|---|---|
| 色の範囲 | 少 | 多 |
| 鮮明度 | 小 | 大 |
| 着色力 | 小 | 大 |
| 隠蔽力 | 大 | 小 |
| 耐候性 | 優 | 劣 |
| 耐熱性 | 優 | 劣 |
| 耐溶剤性 | 優 | 劣 |
| 耐薬品性 | 劣 | 優 |
| 耐マイグレーション性 | 優 | 劣 |
| 吸油性 | 小 | 大 |
| 比重 | 大 | 小 |
2.3.印刷インキ用顔料
印刷インキは、表6にあげたほとんどの顔料が使用されるほど広い用途と種類がある。
しかし、スクリーン印刷以外の印刷方式においては、いわゆるカラー印刷といわれるプロセス印刷が主流を占めているので、プロセスインキの基本である黄(イエロー)、紅(マゼンタ)、藍(シアン)に使用される ジスアゾイエロー(Pigment Yellow 12、14)、ブリリアントカーミン6B(Pigment Red 57-1)、フタロシアニンブルー(Pigment Blue 15-3、15-4)の需要が多い。
プロセス印刷ではこの黄、紅、藍の基本色を一次色といい、これらを重ね刷りしてできる色すなわち赤(紅+黄)、緑(藍+黄)、紫(藍+紅)の3色を二次色という。
そして三つの基本色を重ね刷りした場合の黒色(藍+紅+黄)を三次色と呼んでいる。
これをインキの3原色又は減色混合(減法混色)の3原色(図1)という。
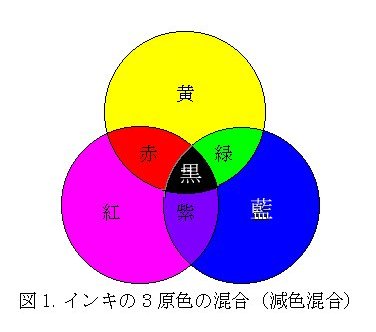
しかし実際にはそれぞれの基本色に使用している顔料が理想的な分光反射率曲線を示さないので、三次色の黒色が完全な黒色として発色しない。
また印刷図柄中の黒色の文字や線をあえて3色の重ね刷りを行う必要もない事から、プロセス印刷ではもう1色墨(黒)インキを加えて4色のセットを組んでいる。
この墨インキに使用される顔料はカーボンブラックである。
プロセスインキ以外の汎用インキに使用される顔料で使用量の多いものとしては、次のようなものがある。
- 二酸化チタン
- 白インキ用に大量に使われている。
- 隠蔽性に優れる。
- 沈降性硫酸バリウム、沈降性炭酸カルシウム
- 体質顔料として艶消型インキに使われる。
- 又エクステンダーと呼ばれる色インキの濃度調整剤にも使われている。
- レーキレッドC
- 鮮明な色相が得られる。
- 金赤インキ用に多量に使われている。
- ウォッチングレッド(Caレーキ)
- 赤(黄味の紅)インキ用に使われている。
- 赤(黄味の紅)インキ用に使われている。
- フタロシアニングリーン
- 緑インキ用に使われている。
これらの顔料の中で墨(カーボンブラツク)、藍(フタロシアニンブルー)、白(二酸化チタン)などは顔料自身の諸耐性が優れており、印刷インキとなっても変退色、ブリード、マイグレーションなどの心配はない。
一方プロセス黄や紅、赤に使用されているジスアゾイエロー(Pigment YelloW 12、14)や、ブリリアントカーミン6Bなどのアゾレーキ顔料は鮮明で着色力も大きいが耐候性が弱いために、ポスター、標識、看板、一部の包装印刷物の様に屋外で日光や風雨にさらされる用途には使用が制限される。
またプラスチック材への耐マイグレーションに関しても、アゾレーキ顔料や不溶性アゾ顔料は、マイグレーションの可能性があるので、軟質塩ビ材への印刷の際などには注意しなければならない。
このように印刷インキはその用途に応じて耐性の良い顔料を選定する必要があり、黄顔料についてはジスアゾイエローの中でも比較的耐性の優れる Pigment Yellow 83(パーマネントイエローHR)や、更には縮合アゾ系、ベンズイタミダゾロン系、イソインドリノン系などの顔料が耐性黄インキに使用されている。
同様に紅、赤顔料についてもアゾレーキ顔料に代えて、不溶性アゾ系の中で耐性の優れるものや縮合アゾ系、更にはキナクリドン系やスレン系のいわゆる高級顔料が使用されている。
印刷インキに比較的よく使われている無機顔料を表8に、有機顔料を表9に示す。
無機顔料の中で着色力、隠蔽力のよい、Cr、Cd、Pbを含んだ顔料として黄鉛、モリブデンオレンジ、カドミウムエロー、カドミウムレッドなどがあるが、これらはいずれも重金属による公害問題、食品衛生上の観点から最近は使用されない。
これらの顔料の代替品としては、有機顔料の粒子形状を変えて隠蔽力を改良したものがオペーク色用のインキとして使用されている。
(当社EXOインキ)
食品衛生に関しては、印刷インキ工業連合会が制定した「食品包装用印刷インキに関する自主規制(NL規制)」がある。
これは食品包装材料の印刷に使用すると問題のあるインキ原料をリストアップしたもので、食品包装材料やおもちゃへ印刷をする際には、このNL規制に基づいて製造されたインキを使用しなくてはならない。
尚このインキで印刷できるのは直接食品には触れない外装部分のみである。
食品に触れる部分に印刷するためには食品添加物だけで作られたインキを使わなくてはならない為、一般には印刷は行われない。
又玩具類へ印刷を行う際には、玩具安全基準(ST基準)第3部 科学的特性基準に適合するものとして「インキ・塗料材料登録制度」の登録規定に基づき登録されたインキを使用することを勧める。
インキ会社は顧客の依頼があった場合には、NL規制に基づいて製造されたインキである事、又はST基準に適合した登録済みインキである事、を証明する文書を発行するサービスを行っている。
更に印刷されたおもちゃがヨーロッパに輸出されるような場合には、EN71-3(ヨーロッパ玩具安全基準)に適合したインキを使用する必要がある。
この規格の内容は、前述のST基準とほぼ同じものである。
高度の透明性が要求されるインキでは、加工顔料を使用する。
加工顔料とは超微粒子の顔料をあらかじめ樹脂に分散させたもので、これを溶剤で溶解し、更に添加剤を加えてインキ化する。
このタイプのインキは、粉末顔料をビヒクルに練り込んだインキよりも透明性に優れる。
(H型VHT)
印刷インキを設計する場合、顔料自身の諸耐性の他に顔料のビビクルヘの分散性とそれに大きく影響されるいわゆる印刷適性(印刷作業性)の問題がある。
印刷作業中発生するトラブルは、顔料の分散安定性が不十分であることに起因する事が多い。
顔料を選択する場合はもちろんビヒクルに関しても分散安定性に優れるものを採用する事が大切である。
| 色 | C.I Pigment NO. | 顔料名 | オフセット | 包装グラビア | スクリーン (パッド) | 水性インキ | 耐候性 | 耐熱性 |
|---|---|---|---|---|---|---|---|---|
| 白 | White-6 | 酸化チタン | ◎ | ◎ | ◎ | ◎ | 8 | 5 |
| White-18 | 炭酸カルシウム | ◎ | ◯ | ◯ | ◯ | 8 | 5 | |
| White-21 | 硫酸バリウム | ◯ | ◯ | ◯ | ◯ | 8 | 5 | |
| 黄 | Yellow-42 | 黄色酸化鉄 | ◯ | △ | ◯ | △ | 8 | 3 |
| 赤 | Red-101 | べんがら | ◯ | ◯ | ◯ | ◯ | 8 | 5 |
| 青 | Blue-27 | 紺青 | ◯ | ◯ | ◯ | ✕ | 7-8 | 4 |
| Blue-29 | 群青 | ◯ | ◯ | ◎ | △ | 7-8 | 5 | |
| 黒 | Black-7 | カーボンブラック | ◎ | ◎ | ◎ | ◎ | 8 | 5 |
| 銀 | Metal-1 | アルミニウム粉 | ◯ | ◯ | ◎ | △ | 8 | 5 |
| パール | 雲母チタン粉 | ◯ | ◯ | ◯ | ◯ | 8 | 5 |
| 色 | C.I Pigment NO. | 顔料名 | オフセット | 包装グラビア | スクリーン (パッド) | 水性インキ | 耐候性 | 耐熱性 |
|---|---|---|---|---|---|---|---|---|
| 黄 | Yellow-1 | ファストイエローG | ◯ | ◯ | ◯ | ◯ | 6 | 4 |
| Yellow-3 | ファストイエロー10G | ◯ | ◯ | ◎ | ◯ | 6 | 4 | |
| Yellow-12 | ジスアゾイエロー (AAA) | ◯ | ◯ | ◯ | ◯ | 3 | 4 | |
| Yellow-13 | ジスアゾイエロー (AAMX) | ◎ | ◯ | ◎ | ◯ | 4 | 4 | |
| Yellow-14 | ジスアゾイエロー (AAOT) | ◯ | ◎ | ◯ | ◯ | 4 | 4 | |
| Yellow-17 | ジスアゾイエロー (AAOA) | ◯ | ◯ | ◎ | ◯ | 5 | 4 | |
| Yellow-81 | パーマネントイエローH10G | ◯ | ◯ | ◎ | ◯ | 7-8 | 5 | |
| Yellow-83 | パーマネントイエローHR | ◯ | ◯ | ◎ | ◯ | 6 | 5 | |
| Yellow-87 | リオノールイエローGR | ◯ | ◯ | ◯ | ◯ | 6 | 5 | |
| Yellow-95 | クロモフタルイエローGR | ◯ | ◯ | ◯ | ◯ | 7-8 | 5 | |
| Yellow-109 | イルガジンイエロー2GLT | ◯ | ◯ | ◯ | ◯ | 8 | 5 | |
| 橙 | Orange-16 | バルカンオレンジ | ◯ | ◯ | ◯ | ◯ | 3-4 | 4 |
| Orange-36 | ノバパームオレンジHL | ◯ | ◯ | ◎ | ◯ | 7-8 | 4 | |
| Orange-38 | ノバパームレッドHFG | ◯ | ◯ | ◯ | ◯ | 7 | 4 | |
| 赤 | Red-5 | パーマネントカーミンFB | ◯ | ◯ | ◯ | ◯ | 6-7 | 4 |
| Red-22 | ブリリアントファストス | ◯ | ◯ | ◯ | ◯ | 4-5 | 4 | |
| Red-38 | カーレット | ◯ | ◯ | ◯ | ◯ | 5 | 5 | |
| Red-48:1 | ピラゾロンレッド | ◯ | ◎ | ◯ | △ | 4 | 5 | |
| Red-48:2 | ウォッチングレッド(Ba) | ◯ | ◎ | ◎ | △ | 5 | 4 | |
| Red-48:4 | ウォッチングレッド(Ca) | ◯ | △ | – | △ | 6-7 | 5 | |
| Red-49:1 | ウォッチングレッド(Mn) | ◯ | ◯ | – | △ | 3 | 4 | |
| Red-53:1 | バリウムリソールレッド | ◎ | ◯ | ◎ | △ | 4 | 4 | |
| Red-57:1 | レーキレッドC | ◎ | ◎ | ◎ | ✕ | 5 | 4 | |
| Red-63:1 | ブリリアントカーミン6B | ◯ | ◯ | ◯ | ✕ | 4-5 | 4 | |
| Red-144 | レーキボルドー10B | ◯ | ◯ | ◯ | ◯ | 7-8 | 5 | |
| Red-146 | クロモフタールレッドBR | ◯ | ◯ | ◎ | ◯ | 6 | 4 | |
| Red-185 | パーマネントカーミンFBB | ◯ | ◯ | ◯ | ◯ | 7-8 | 4 | |
| PVカーミンHF4C | ||||||||
| 紫 | Violet-19 | キナクリドンレッド | ◯ | ◯ | ◯ | ◯ | 7-8 | 5 |
| Violet-23 | ジオキサジンレッド | ◯ | ◯ | ◎ | ◯ | 7-8 | 5 | |
| 青 | Blue-15:1 | フタロシアニンブルー (α) | ◎ | ✕ | ◎ | ◯ | 8 | 5 |
| Blue -15:3 | フタロシアニンブルー (β) | ◎ | △ | ◎ | ◯ | 8 | 5 | |
| Blue -15:4 | フタロシアニンブルー (β非結晶) | ◎ | ◎ | ◯ | ◯ | 8 | 5 | |
| Blue -18 | アルカリブルートレーナー | ◯ | △ | ✕ | ✕ | 3 | 4 | |
| Blue -60 | インダンスレンブルーRS | ◯ | ◯ | ◯ | ◯ | 8 | 5 | |
| 緑 | Green-7 | フタロシアニングリーン | ◯ | ◯ | ◎ | ◯ | 8 | 5 |
| Green-36 | フタロシアニングリーン | ◯ | ◯ | ◯ | ◯ | 8 | 5 |
- ◎:一般に使用されている
- ○:問題なく使用出来る
- △:条件付使用可
- ×:不適
- 耐候性:8(優)〜1(劣)
- 耐熱性:5(優)〜1(劣)
3.スクリーンインキ
各種プラスチック製品をはじめ多様な材質に適用でき、又被印刷体の形状(平一曲面、硬一軟質、平滑一粗面など)に制約が少ないスクリーン印刷方式の特質に対応し、多品種のスクリーンインキがつくられている。
インキの基本的な構成はグラビア、フレキソインキと同様、顔料、樹脂、溶剤および補助剤であるが、乾燥、硬化機構の異なる多様な樹脂をバインダーとして用いる事が出来る点が、他印刷方式にみられない特徴である。
3.1.被印刷体
ほとんどのプラスチック基材に適用できるといっても過言ではないが、被印刷体の特性を熟知することと同時に、印刷後の加工、最終用途までに必要な各種耐用性をあらかじめ確認する事が失敗のないスクリーン印刷を行う上で重要である。
被印刷体に対するスクリーンインキの関連において、乾燥、硬化の際の熱処理に対する耐性、及び表面の物理化学的性質の調整、又は活性化前処理等の必要性の有無を考慮する事が必要である。
特に成形品の場合、各種の添加剤(帯電防止剤、潤滑剤、紫外線吸収剤などの安定化剤)が配合されているが、インキの接着を阻害する場合や、グラビア印刷などで大量に供せられる安定した被印刷体と異なり、小ロットであるため同種基材であっても表面的性状が異なり接着トラブル生じる事がある。
次に主要なプラスチック被印刷体の特性と用途について述べる。
- ポリエチレン(PE)
- 耐水性、耐溶剤性、耐薬品性に優れ、安価であるが、ガス遮断性に欠ける。
- 低極性であり一般にインキの接着が悪く表面処理を必要とする。
- 処理方法は酸化炎によるフレーム処理、コロナ放電処理により、表面張力を40dyn/cm以上にすることによってインキの受理性が向上する。
- 処理後は経時的に失効するので、直ちに印刷(インライン処理)する方式がよい。
- 成形ボトル(洗剤、薬品、シャンプーなど)、コンテナー、発泡マットなどの用途がある。
- 以前は2液反応型インキが主に使われていたが、成形ボトル印刷の用途では最近はUV硬化型インキに切り替わっている。
- ポリプロピレン(PP)
- 一般性状はポリエチレンに似ているが、更に耐油性、耐熱性及び成形物の表面光沢が優れている。
- 処理を前提とするが、逆にフレーム処理が強すぎると表面張力が低下する部分を生じて接着性が低下する傾向があるので、37〜45dyn/cmに均一に処理することが必要である。
- プライマー処理も効果がある。
- 未処理の場合には接着が困難で、限られた蒸発乾燥型インキが適用できるのみである。
- 用途はシート材、コンテナーなどである。
- 2液反応型インキ、UV硬化型が主に使われている。
- コストが安く、環境問題で塩ビの代替素材として最近需要が増えている。
- ポリアセタール(POM、商品名:ジュラコン)
- 機械的強度が優れるためエンジニアリング部品に利用されるが、接着が非常に困難な基材である。
- 表面処理と高温焼付が必要である。
- 印刷されるケースはあまりないが、対応出来るのは専用の2液反応型インキである。
- 塩化ビニール(PVC)
- 耐水性、耐薬品性、電気絶縁性、インキの接着性に優れ、価格も安いので、スクリーン印刷が多用される基材である。
- しかし耐熱性、耐溶剤性、耐候性などはあまり強くない。
- 廃棄物となった時の処理で燃焼するとダイオキシンが発生すると疑われたため、最近は他の素材(PP、PS等)に変更されるケースが多い。
- 軟質塩ビ
- 可塑剤を多量に含有する為インキ皮膜が可塑化されてマイグレーションやブロツキングのトラブルを生じる場合があり、これに対応するインキ用樹脂や顔料が選定されている。
- 可塑剤を含まない無可塑塩ビ材もある。
- 玩具類への印刷では特に無毒(無鉛)に留意を要する。
- 玩具用には、玩具用登録済みの専用インキが用意されている。
- 中空雑貨類の縫合は高調波ウェルダーによるため、黒色インキ及び金・銀色インキは電気絶縁性の高い顔料を使用したインキが必要である。
(無電導黒、NSシルバー・ゴールド)
- 塩ビステッカー
- 半硬質の塩ビフィルムに粘着剤を塗布し、離型紙を貼ったもの。
- 可塑剤の量が少ないので、可塑剤に起因するトラブルは少い。
- 屋外で使用される事が多いので、インキの耐候性に注意する。
- 特に自動車関係の用途では性能要求が厳しいので、オーバーコートクリアーが併用される。
- 硬質塩ビ
- 真空形成されてボトル類、シートを熱成形し、看板などに用いられる。
- 特に看板用には耐候性の優れたインキを選び、かつ接着力、伸び率の高い事が要求される。
- スチロール系樹脂
- 一般に耐溶剤性に劣るため、インキを選択する際にはインキ中の溶剤組成及び希釈溶剤の組成に注意する。
- ポリスチロール(PS)
- 耐溶剤性、耐熱性、耐衝撃性は劣るが無色、無味、無毒性であるため各種容器、文具、玩具に使用される。
- 一般には無色透明の成形品である。
- 又以前は発泡スチロール材(商品名:ウッドラック)が印刷素材として良く使われていたが、環境問題により最近はあまり使用されない。
- ハイインパクトスチロール(HIPS)
- ポリスチロールの耐衝撃性を改良したもの。
- 耐溶剤性も少し強くなっている。外観は不透明になっている。
- AS(アクリロニトリル・スチレン)
- 耐熱性、耐薬品性、耐候性をポリスチロールより向上したもの。
- 耐熱性、耐薬品性、耐候性をポリスチロールより向上したもの。
- ABS(アクリロニトリル・ブタジエン・スチレン)
- スチロール系では最も耐性が優れており、電機製品、各種ボックス、容器、家具類に使われている。
- 耐溶剤性も強くなっており、インキの選択に神経を使わなくともあまり問題は起きない。
- 尚素材の価格が比較的高い為、最近はコストダウンの目的で他の素材に変更されるケースがある。
- これらスチロール系基材に適応するインキは、主にアクリル樹脂やセルロースなどアルコール可溶性樹脂をバインダーとして使用している。
- その為一般には乾燥皮膜の耐アルコール性は弱い。
- 希釈溶剤はアルコール系溶剤(グリコールエーテル系溶剤)を主体とする方法がとられている。
(当社スチロール溶剤)
- 一般に耐溶剤性に劣るため、インキを選択する際にはインキ中の溶剤組成及び希釈溶剤の組成に注意する。
- アクリル樹脂(PMMA)
- 優れた透明性と耐候性を有し、看板、照明器具、ディスプレーなどに使用されている。
- 屋外用途には、塩ビ看板以上に、樹脂・顔料の耐候性面への配慮が必要である。
- ポリカーボネート(PC)
- アクリル樹脂より透明性が更に良く、耐熱性、耐衝撃性も優れているが、耐溶剤性は劣り価格も高い。
- 自動車用計器板、電飾看板、食器、CD盤などに需要が伸びてきている。
- 自動車用計器板用には高度な用途耐性を要求される為、インキも高級インキが使用される。
- CD盤用には専用のUV硬化型インキが大量に使用されている。
- ノリル、ザイロン(変性PPO、変性PPE)
- 物性に優れたエンジニアリングプラスチックであるが、耐溶剤性が弱い。
- 家電製品等に使用される。インキはスチロール用のものが使用される。
- トリアセテート
- 耐衝撃性、電気絶縁性、耐油性に優れ、電気製品、ステッカーに用いられる。
- 耐衝撃性、電気絶縁性、耐油性に優れ、電気製品、ステッカーに用いられる。
- ポリエステル(PET)
- 耐熱性、透明性、耐候性に優れ、ラベル、更に最近ではメンブレンスイッチやボトル用途に需要が多い。
- 比較的接着が困難な基材であるが、一般には蒸発乾燥型インキが使用される。
- 又2液反応型インキが使用される場合やコロナ放電処理を施す場合もある。
- 処理ポリエステル(易接着PET)
- 未処理のポリエステルフィルムはインキの接着性に難があるため、プライマー処理を施してインキの接着性を改良したもの。
- スクリーン印刷用の処理が施されたフィルムを選択しなければならない。
- オフセットインキ用の処理がなされたフィルム等はスクリーンインキの印刷には適さない。
- スクリーン印刷用のフィルムはインキの接着性に優れ、蒸発乾燥型ではビニール系やアクリル系インキが使用される。
- UV硬化型インキが使用されるケースも増えている。
- ナイロン(PA)
- 耐衝撃性、耐摩擦性に優れる。
- 成形品、レザー、ナイロン布などの用途がある。
- スポーツバッグなどの防水処理を施されたナイロン布に印刷を行うケースが多いが、防水処理品はインキの接着性が劣るので、接着性、柔軟性に優れた専用のインキを使用する。
- ポリウレタン
- 柔軟性に優れた素材。ウレタンシートやウレタンゴムに印刷が行われる。
- インキも柔軟性に優れた専用インキを使用する。
- 又ウレタンに似た素材であるポリエステルエラストマーにもこれと同じインキが使用出来る。
- 尚ゴム系の素材で印刷が可能なのはウレタンゴムだけである。
- その他の天然ゴム、合成ゴムにはインキが接着しないので、印刷は出来ない。
- 合成紙
- プラスチックを加工し、紙に近い外観と印刷適性を持たせたもの。
- 紙よりも耐水性、耐久性が強い。
- 素材のプラスチックには、ポリオレフィン系やポリエステル系の樹脂が使用されており、品種が多い。
- 適用できるインキは品種により違うので、注意が必要である。
- スクリーン印刷には、2次加工メーカーで粘着シートに加工されたものを使われる場合が多い。
- この場合には原反の素材(品種)が分からない場合も多いので、事前に接着試験を行ってから実際の印刷を行う必要がある。
- 熱硬化プラスチック
- 電気製品や家具などに使用される。
- 一般に化学的に不活性でありインキの接着が悪い傾向がある。
- 主に2液反応型インキが使用される。
以下に述べる素材はプラスチックではないが、よくスクリーン印刷が行われる素材であるので、一緒に述べる。
- 塗装金属板
- これも一般にインキの接着が悪い傾向がある。
- 看板や電気製品(主に自動販売機)などに使用される。
- 酸化重合型インキや2液反応型インキが使用される。
- ガラス、金属素地
- 塗装金属よりも更にインキの接着が悪く、主に2液反応型インキが使用される。
- 塗装金属よりも更にインキの接着が悪く、主に2液反応型インキが使用される。
- 紙
- ポスターやPOP類への印刷がスクリーン印刷で行われることがある。
- 印刷に際し技術的な問題はプラスチックの場合のように多くはない。
- 基本的にはどんな種類のインキでも使用出来るが、広い面積に印刷することが多いので、経済性・印刷作業性に優れた専用インキが使用される事が多い。
- 布、不織布(商品名:タイベック、他)
- 布は、綿布やナイロン布が使用される。
- 綿布にはビニール系インキが使用されることが多い。
- ナイロン布は前述の通り。
- 不織布にはインキの接着性、柔軟性、生地の耐溶剤性を考慮して水性インキが選択されることが多い。
3.2.インキ用樹脂
| 被印刷体 | 用途 | インキ用樹脂 | 乾燥硬化方式 |
|---|---|---|---|
| ポリエチレン ポリプロピレン | 処理PE | UV系 | UV硬化 |
| PPボトル | |||
| 処理PE PPコンテナ | ウレタン系 | 二液反応 | |
| UV系 | UV硬化 | ||
| 未処理PP | ゴム系 | 蒸発乾燥 | |
| その他 | |||
| 塩化ビニル | 軟質ビニル | ビニル系 | 蒸発乾燥 |
| 硬質ビニル看板 | アクリル-ビニル系 | 蒸発乾燥 | |
| 成形品 | |||
| スチロール系 | PS | アクリル系 | 蒸発乾燥 |
| AS成形品 | |||
| ABS | ABS成形品 | アクリル-ビニル系 | 蒸発乾燥 |
| アクリル | 看板 | アクリル系 | 蒸発乾燥 |
| ディスプレイ | |||
| ポリカーボネート | 自動車計器版 CD盤 | アクリル系 | 蒸発乾燥 |
| UV系 | UV硬化 | ||
| その他 | 蒸発乾燥 | ||
| ポリエステル | メンブレン | ポリエステル系 | 蒸発乾燥 |
| ステッカー | |||
| 処理ポリエステル | メンブレン | ビニル系 | 蒸発乾燥 |
| UV系 | UV硬化 | ||
| その他 | 蒸発乾燥 | ||
| ナイロン | 防水処理ナイロン布 | ウレタン系 | 蒸発乾燥 |
| ポリウレタン | シート | ウレタン系 | 蒸発乾燥 |
| ウレタンゴム | |||
| 熱硬化プラスチック | 成形品 | ウレタン系 | 二液反応 |
| エポキシ系 | 二液反応 | ||
| 金属塗装面 | 看板 その他 | ウレタン系 | 二液反応 |
| アルキッド系 | 酸化重合 | ||
| ガラス 金属素地 | 銘板 その他 | エポキシ系 | 二液反応 |
スクリーンインキのビヒクル(ワニス)は、樹脂を有機溶剤に溶解したもの、又は液状樹脂であり、インキの性能を左右する重要な要素である。
ビヒクル樹脂に要求される機能・性能としては、
- 被印刷体に接着の良いこと
- 顔料の分散性とその安定性の良いこと
- 溶剤に対する溶解性の良いこと(溶剤型)
- インキの流動性が適切で、印刷適性の良いこと
- 印刷後は溶剤離脱性の良いこと、反応性・硬化性の良いこと
- 後加工適性、耐内容物性など用途に適応すること
- 無臭性(低臭性)、安全衛生性、低皮膚刺激性(UV型)
などがあげられる。
スクリーンインキのビヒクル用樹脂は、インキの種類に応じて合成樹脂及び天然樹脂誘導体が数多く使用されている。
ビヒクルの主体となるベース樹脂(皮膜形成能力の高い樹脂)としては、塩ビ(塩ビ・酢ビ共重合体)、アクリル、ポリウレタン、ポリエステル、エポキシ、ニトロセルロース(硝化綿)、エチルセルロース、ポリアミド、環化ゴム、塩素化ポリオレフィン、光硬化性樹脂等がある。
又それ自身は皮膜形成能が乏しいが、ベース樹脂と併用してプラスチックへの接着性を向上させたり皮膜強度を向上させる為の樹脂としては、マレイン酸樹脂、フェノール樹脂、ケトン樹脂、キシレン樹脂、石油樹脂、メラミン樹脂、尿素樹脂、ポリイソシアネート等がある。
スクリーンインキは、これらの樹脂を、普通は用途に応じて数種類混合して使用される事が多い。
次に代表的樹脂について述べる。
- 塩化ビニル・酢酸ビニル共重合樹脂
- インキ用としては、塩化ビニル85〜95%、酢酸ビニル5〜15%の共重合樹脂が一般的である。
- 塩化ビニルと酢酸ビニルのモル比及び重合度によって、得られる樹脂の性質が異なる。
- 塩化ビニルが多いと皮膜は強靭で耐薬品性が向上し、酢酸ビニルが増すと溶解性、可撓性、接着性などが向上する。
- 重合度が高くなると皮膜強度が向上する半面、溶液粘度が高くなり印刷皮膜は薄くなる。
- 塩化ビニル・酢酸ビニルコポリマーの他、無水マレイン酸等の共重合でカルボキシル基を導入したターポリマーはプラスチック、金属、ガラスなどに接着が向上する。
- 又、ビニルアルコールでのターポリマーは水酸基が導入されて他の樹脂との相溶性が向上するほか、イソシアネートプレポリマー(硬化剤)で架橋する事により接着性をはじめ耐水性、耐油性、耐薬品性、耐熱性等の優れた皮膜を形成する。
- これら樹脂は単独で又は他の樹脂を併用して、軟質塩ビ、塩ビステッカー、硬質塩ビ、易接着PETフィルムなどへのインキに用いられる。尚塩ビ・酢ビ共重合樹脂は、ケトン系などの溶解力が強い溶剤でしか溶解しないので、これらを使用したインキは臭気が強くなってしまう。
(ビニールインキ、EXGインキ等)
- アクリル樹脂
- アクリル樹脂は非常に多種多様であるが、ここでは有機溶剤等に可溶な熱可塑性アクリル樹脂について述べる。
- 一般にアクリル酸エステル又はメタクリル酸エステルを主成分として、これにアクリル酸、メタクリル酸、スチレン、ビニルトルエン、アクリルアミド、アクリル酸ヒドロキシエチル、アクリロニトリル等各種モノマーを共重合させて作られる。
- この共重合組成の違いと分子量の違いによって、種々の軟化点のものや、芳香族炭化水素、エステル、ケトン等に溶けるものからアルコール、アルカリ性水溶液に溶解するものまで幅広い樹脂が得られている。
- アクリル樹脂は皮膜形成能が良く、耐候性、耐薬品性などが優れているが、単独で使用した場合には曳糸性が強く印刷作業性が劣る為、一般には他の樹脂(ビニル系、セルローズ系等)と混合して用いる。
- スチロール系樹脂(PS、HIPS、AS)、ポリカーボネート、ノリル、ザイロン等の耐溶剤性が弱くアルコール系(グリコールエーテル系)溶剤しか使用出来ない材質用のインキに使用される他、硬質塩ビ、ABS、紙等のインキにも需要が多い。
(スーパーグロス、VACカラー、PAS、SNAP、HIT等)
- ポリエステル樹脂
- ここでいうポリエステル樹脂(熱可塑性ポリエステル樹脂)は、ジカルボン酸成分とジオール成分の縮重合により形成される線状の飽和ポリエステルであり、不飽和ポリエステル樹脂は含まない。
- ポリエステルは、その構成成分であるジカルボン酸成分やジオール成分にいろいろな成分をランダムに共縮重合させることにより、結晶性、融点、あるいは軟化点、ガラス転移点、溶剤に対する溶解性、機械的性質などを自由に変化させる事が出来る。
- ポリエステルフィルム、PETボトル、ポリカーボネート、塩化ビニル、ABS等のプラスチック類の他、アルミニウム、鉄等の金属類用のインキにも使用されている。
- ポリエステルは、分子末端に反応基(ヒドロキシル基、カルボキシル基)を持っているので、イソシアネートプレポリマーやメラミン樹脂などを併用すると、接着性、耐熱性を向上する事が出来る。
(テトロンインキ、PETインキ、PCインキ等)
- ポリウレタン樹脂
- ポリウレタンをインキのビヒクルに用いる方法には1液型と2液型の2通りがある。1液型としては、末端水酸基を有するポリエステル又はポリエーテル等とジイソシアネートとの反応生成物をベースとした、末端イソシアネートを有さない熱可塑性の樹脂であり、いわゆるウレタンエラストマーと呼ばれるものである。
- 2液型は、水酸基等の官能基を有するアクリルポリオール、ポリエステルポリオール、ポリエーテルポリオール、塩酢ビ樹脂、エポキシ樹脂等でインキ主剤を作っておき、印刷時にイソシアネートプレポリマー(硬化剤)を添加して2液反応型とするものである。
- ポリオール成分にフッ素系樹脂を使用すると、最高級の耐候性を持ったインキになるが、顔料も最高級品を使うためにインキの価格が高くなる。
(セレクトSRインキ(廃止)) - 又硬化剤にブロックイソシアネート樹脂を使用すると、1液熱硬化型ポリウレタンインキになる。
- このタイプのインキは、印刷時に硬化剤を混ぜる手間がかからずポットライフもないので、印刷作業は簡便である。
- しかし高温加熱(120℃〜180℃)が必要なので、耐熱性の低い一般プラスチックには使用出来ない。
- ガラス、金属用としては、2液型インキと同等かそれ以上の皮膜物性を持つ。
(遅乾性MIG-Nインキ) - 1液熱硬化型インキとしてはウレタン系の他に、硬化剤にメラミン樹脂等を使用したタイプもある。
(旧MIGインキ)
- エポキシ樹脂
- 低分子量のエポキシ樹脂溶液で顔料を分散してインキ主剤をつくり、ポリアミド樹脂、ポリアミンアダクト等を硬化剤とした2液反応型として使用する。
- 2液型ポリウレタンと同じく、蒸発乾燥型のインキでは接着が不十分な材質に対し強力に接着し、皮膜物性も優れている。
- 金属、ガラス等への接着性は、2液型ポリウレタンより更に優れている。
- 加えて添加剤(カップリング剤等)を併用すれば、接着性及び物性を更に向上することが出来る。
- 欠点としては、印刷物を屋外暴露した時にチョーキング現象を起こして光沢が低下する事と、比較的硬いインキ皮膜をつくる事等である。
- ガラス、金属等の無機質素材及び熱硬化性プラスチック、エンジニアリングプラスチック材用のインキとして使用される。
(エピライトインキ)
- アルキッド樹脂
- アルキッド樹脂は、3つの基本的な構成物(多塩基酸、多価アルコール、油(脂肪酸))からなる酸化重合型樹脂である。
- これら3成分の種類、量を変えて組み合わせる事により生成体の性質は多種多様となる。
- 耐候性に優れた硬化皮膜を作る割には価格が安いので、金属看板用のインキに使用される。
- 以前は紙用のインキにも使用された。
- 欠点は、乾燥に時間がかかる事と、インキの貯蔵安定性が良くない事(皮張りの発生)である。
- 各種材質への接着性にも限界がある。
(旧メタルインキ)
- 環化ゴム
- 環化ゴムは天然ゴムを環化して作られる。
- 未処理ポリオレフィン(ポリエチレン、ポリプロピレン等)への接着性が比較的良いので、古くからインキ用樹脂として使用されてきた。
- しかし乾燥皮膜の耐油性が劣り、ハンドクリームのついた手でインキ皮膜を擦っただけでも色落ちしてしまうという欠点があるため、最近は国内ではあまり使われない。
(輸出用PPインキ)
- 塩素化ポリオレフィン樹脂
- ポリオレフィン樹脂(ポリエチレン、ポリプロピレン等)を塩素ガスにより塩素化して作られる。
- 高塩素化物(塩素含量60%以上)は溶液粘度も低く、耐熱性、耐薬品性などが優れているが、ポリプロピレン素材に対する接着性は乏しい。
- 低塩素化物(塩素含量20〜40%)が、未処理のポリプロピレンに対する接着性に優れる。
- 塩素化ポリオレフィンは、他樹脂との相溶性、顔料の分散性、印刷適性にやや難があり、これの改善にいろいろ研究がなされた結果、近年はポリプロピレン材用のインキとして、前記環化ゴムに代って使用されている。
(OPSインキ)
- 水性樹脂
- 水溶性および水希釈性の水性樹脂は多数あるが、主にアルカリ可溶のアクリル樹脂が水性インキ用のベース樹脂として使用されている。
- 接着する材質は溶剤型アクリル樹脂インキと共通であり、スチロール系樹脂(PS、HIPS、AS)、ポリカーボネート、ノリル、ザイロン等の耐溶剤性が弱い材質の他、硬質塩ビ、ABS等である。このタイプのインキは比較的硬い乾燥皮膜を形成する。
(#5100アクアセットインキ) - 又水性ウレタン樹脂等の軟質樹脂を使用すると、柔軟性、接着性に優れた乾燥皮膜を得ることが出来る。
(#5200アクアセットインキ)
- 特殊樹脂
- 一般用の溶剤型スクリーンインキのベース樹脂は以上の通りであるが、これ以外にも様々な樹脂が主に特殊機能用途向けに使用されている。
- 一例をあげると、
- 紫外線(UV)硬化型樹脂
- 重合反応性プレポリマーとしては、ウレタンアクリレート、エポキシアクリレート、ポリエステルアクリレート等の樹脂を使用する。
- インキはこれらの樹脂と低揮発性のアクリルモノマー、アクリルオリゴマー及び増感剤からなる。
- この増感剤が紫外光を吸収してラジカルを発生し、このラジカルが架橋に関与して反応が進行する。
- アクリル酸系のモノマー・オリゴマーはUV硬化性は良いが、一般に皮膚刺激性が強いものが多い。
- メタクリル酸系は皮膚刺激性は少ないがUV硬化性が劣る。
(レイキュアーインキ)
注)UV硬化型樹脂の詳細については、紫外線硬化型インキ(UVインキ)を参照の事。
3.3.溶剤
溶剤型スクリーンインキは、印刷方式上グラビアインキより蒸発速度が遅い溶剤で構成される。
印刷機上での粘度上昇、刷版の目詰りを防止するためには、可能な限り蒸発速度の遅い溶剤を用いればよいが、逆に印刷後の乾燥が悪くなる。
一般に、機上安定性と乾燥速度が溶剤型スクリーンインキでは相反する性質である。
このため溶剤組成は、比較的蒸発の速い溶剤と、インキ中の樹脂の親溶剤で、蒸発速度が遅く、乾燥後期に残る溶剤をバランス良く混合される。
また先に記した耐溶剤性の弱い基材(スチロール系、ポリカーボネートなど)への膨潤ないし溶解によるクラックやくもり現象を防ぐため、基材に対する親溶剤・非溶剤のバランスも考慮する必要がある。
水性スクリーンインキには、水+多価アルコール系溶剤が使用され、耐溶剤性の弱い基材への適性には一番優れている。
| 分類 | 溶剤名 | 沸点 | 比重 | 蒸気圧20℃ (mmHg) | 蒸気密度 (空気 = 1) | 引火点 (密閉) |
|---|---|---|---|---|---|---|
| 炭化水素 | ミネラルスピリット | 152~204℃ | 0.76~0.79 | – | – | 39.4℃ |
| 石油ナフサ S-100 | 150~170℃ | 0.87 | – | – | 38℃ | |
| 石油ナフサ S-150 | 180~ | 0.89 | – | – | 65℃ | |
| トルエン | 110.8℃ | 0.87 | 24 | 3.1 | 4℃ | |
| キシレン | 139~142℃ | 0.85~0.88 | 4.9~6.4 | 3.7 | 17~25℃ | |
| テトラリン | 207.2℃ | 0.97 | 0.27 | 4.6 | 71℃ | |
| テレピン油 | 153~175℃ | 0.87 | – | 4.8 | 35℃ | |
| エステル | 酢酸n-ブチル | 126.3℃ | 0.88 | 8.4 | 4.0 | 32℃ |
| 酢酸メトキシブチル | 173℃ | 0.96 | – | 5.0 | 60℃ | |
| ケトン | MIBK | 116.7℃ | 0.80 | 16 | 3.5 | 14℃ |
| ジアセトンアルコール | 163℃ | 0.94 | 1.1 | 4.0 | 9℃ | |
| シクロヘキサノン | 156℃ | 0.95 | 3.4 | 3.4 | 43℃ | |
| イソホロン | 213℃ | 0.92 | 4.8 | 4.8 | 80℃ | |
| アルコール | IPA | 82.4℃ | 0.79 | 32 | 2.1 | 12℃ |
| n-ブタロール | 117.5℃ | 0.81 | 5.5 | 2.6 | 29℃ | |
| 多価アルコール 誘導体 | メチルセロソルブ | 124.5℃ | 0.97 | 8.5 | 2.6 | 39℃ |
| エチルセロソルブ | 135℃ | 0.93 | 3.8 | 3.1 | 40℃ | |
| ブチルセロソルブ | 171.2℃ | 0.90 | 0.6 | 4.1 | 61℃ | |
| セロソルブアセテート | 156.8℃ | 0.97 | 1.2 | 4.7 | 47℃ | |
| ブチルセロソルブアセテート | 191.5℃ | 0.94 | – | 5.5 | – | |
| ブチルカルビトール | 230.4℃ | 0.96 | 0.02 | 5.6 | 78℃ |
注意事項
メチルセロソルブ、エチルセロソルブ、セロソルブアセテートは、現在労働安全衛生法の管理濃度が5ppmになっているため、安全性を考慮し当社では使用していない。
UV硬化型インキは溶剤を使用しないため、機上安定性と乾燥速度を両立することが出来る。
この点では蒸発乾燥型インキよりも断然有利である。
又最近は消防法や労働安全衛生法などで、溶剤に対する規制が強化されてきている。
この対策として、蒸発乾燥型インキがUV硬化型インキ切り替わっていく例が多い。
一部では水性インキも使用されている。
3.4.補助剤
他の印刷方式のインキと同様、耐摩擦性、耐ブロッキング性など、機械的性能を付与するための添加剤や消泡剤、レベリング剤、顔料分散剤などが配合される。
スクリーンインキで最も特徴的な補助剤はレオロジー改質であり、揺変性(チキソトロピー)付与剤が使われる。
揺変剤には塗料に用いられる植物油系、界面活性剤、ワックス膨潤体、体質顔料などが利用される。
又被印刷面から刷版が離れる際に生じる発泡を抑制ないし消泡し、速やかに平滑な印刷表面を与えるための表面調整剤が必須成分である。
その他には、艶消剤、スリップ剤、紫外線吸収剤、可塑剤、硬化促進剤等が一部のインキに使用されている。
又UV硬化型インキには、光重合開始剤(増感剤)や重合禁止剤が使用される。
3.5.印刷適性
スクリーン印刷工程で負荷されるずり速度は、最大で103〜104sec-1程度で、インキは適度の降伏値をもつ塑性流体である。
又、弱い構造をもたせ揺変性(チキソトロピー)を与えている。
降伏値の制御は印刷適性上きわめて重要であり、降伏値が過大であると構造の回復速度も速くなり、細線や網点の再現性は良いが、スキージ刃先の微細な傷やメッシュ跡が印刷面に残る。
逆に降伏値が過小であると、平滑な印刷面を与えても版の再現性に欠け、又印刷停止時にスクリーンオープニングへのインキの流れ込みとダレを生じる。
従って降伏値は、スキージ摺動時均一な版面への広がりを与え、メツシュ通過後の無せん断状態で直ちに印刷面がレベリングする程度であって、細線などの再現性を維持出来る適度な値に調整される。
又印刷効果は、適切に調整されたインキの場合、製版の良否を忠実に反映する。
一般には耐刷力の良い直接法製版が用いられるが、極微細な柄や網点印刷の場合、間接法又は直間法が適している。
3.6.耐用性
スクリーン印刷の用途は多様であり、個々の被印刷体・用途に応じて、顔料・樹脂・添加剤が選定される。
表12に一般的な耐用性を示す。
| 色相 | ||
| 光沢 | ||
| 濃度 | ||
| 隠蔽性 | ||
| 透明性 | ||
| 耐候性 | ||
| 耐光性 | ||
| 化学的耐性 | 耐水性 | 耐水性 |
| 耐沸騰水性 | ||
| 耐塩水性 | ||
| 他 | ||
| 耐薬品性 | 耐酸性 | |
| 耐アルカリ性 | ||
| 耐マイグレーション性 | ||
| 他 | ||
| 耐溶剤性 | 耐アルコール性 | |
| 耐ラッカーシンナー性 | ||
| 耐油性 | ||
| 他 | ||
| 物理的耐性 | 耐摩擦性 | |
| 耐摩耗性 | ||
| 耐スクラッチ性 | ||
| 耐打鍵性 | ||
| 耐折り曲げ性 | ||
| 耐衝撃性 | ||
| 耐熱性 | ||
| 耐寒性 | ||
| 耐熱サイクル性 | ||
| 耐湿性 | ||
| 二次加工性 | ラミネート適性 | |
| オーバーコート適性 | ||
| 成形加工性 | ||
| 打ち抜き加工性 | ||
| ウェルダー適性 | ||
| その他 | 臭気 | |
| 毒性 | ||
| 価格 | ||
3.7.製造法
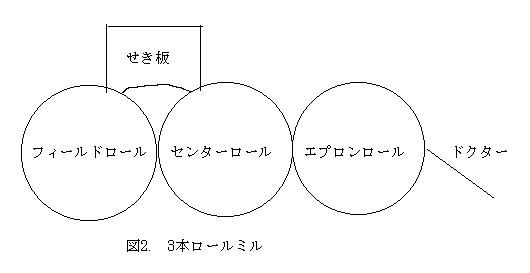
溶剤型のスクリーンインキに使用するのは高沸点溶剤で揮発性がそれほど高くなく、インキ粘度が高いので、分散機としては3本ロールミルが使用される。
UV硬化型インキの製造にも同じく3本ロールミルが使用される。
3本ロールミルは、同径の3本の鋳鉄製中空ロールと2枚のせき板及びドクターからなり、ロールの間隙圧力を調整出来るようになっている。
フィールドロールよりセンターロール、センターロールよりエプロンロールの方が回転が速くなっており、プレミキシングされたインキペーストがフィールドロール→センターロール→エプロンロールへとニップ間隙を通過しながら運ばれ、この時ロールの回転速度の差によるせん断力を受けて、顔料は細かく粉砕されビヒクル中に分散する。
この工程を練肉という。
(ロール回転数比 1:3:9)
練肉されたインキはエプロンロールにセットされたドクターでかき取られる。
この工程を3回前後繰り返し十分練肉した後、ワニス、補助剤等を添加してアフターミキシングをしてインキを仕上げる。
十分に攪拌して均一になったインキは品質検査を行ない、合格したものは缶に充填され製品となる。
参考文献
- プラスチックの塗装印刷便覧 材料技術研究協会、編集委員会 (株)総合技術出版(S58.12.10)
- 原料メーカーのカタログ
- 十条ケミカル(株)テクニカルインフォメーション、社内資料